In industrial processes, separating immiscible liquids efficiently is crucial for maximizing product quality, reducing waste, and optimizing production costs. Liquid-liquid separation is commonly required in industries such as oil and gas, chemical manufacturing, food and beverage, and pharmaceuticals. Traditional methods like gravity settling or filtration are often slow, inefficient, or unable to handle high volumes effectively. The disc stack centrifuge has emerged as a highly efficient solution, offering enhanced separation capabilities, faster processing times, and improved operational consistency.
The Principle Behind Liquid-Liquid Separation
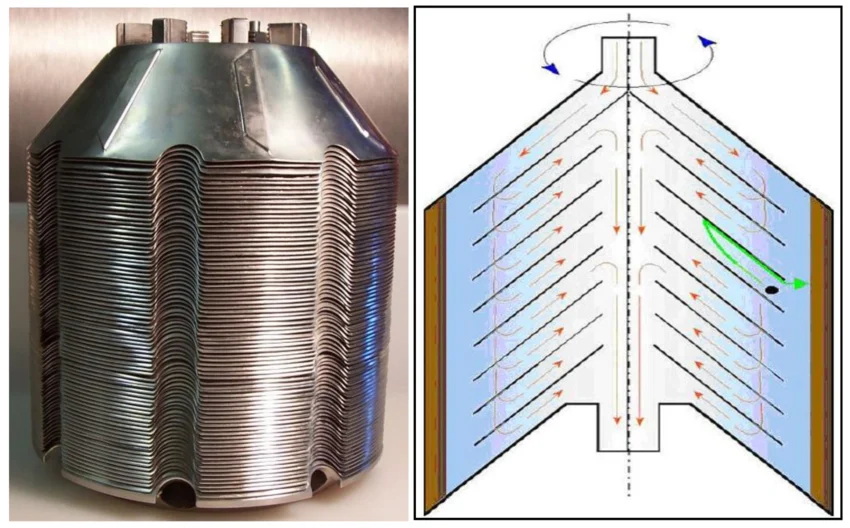
A disc stack centrifuge operates based on centrifugal force, which accelerates the natural separation process of immiscible liquids with different densities. The machine contains a series of conical discs stacked inside a rotating bowl, creating a large effective settling area in a compact space. When a mixture of liquids is fed into the centrifuge, centrifugal force pushes the denser liquid toward the outer wall of the bowl while the lighter liquid moves toward the center. This design allows for rapid, precise separation of liquids with minimal residual contamination. Industries looking for high-efficiency solutions can benefit from a Disc Stack Centrifuge that is optimized for the specific densities, viscosities, and flow rates of the liquids being processed.
Increased Separation Efficiency
The stacked-disc design dramatically improves separation efficiency compared to conventional centrifuges or gravity-based systems. By increasing the surface area for settling, the centrifuge allows a greater volume of liquid to be processed in less time while achieving higher purity levels. The conical discs shorten the distance particles or droplets need to travel to separate, which reduces the residence time and enhances overall throughput. This efficiency is particularly beneficial in applications such as oil-water separation, biodiesel production, and emulsified chemical processing, where high clarity and minimal cross-contamination are critical.
Continuous Operation and High Throughput
Disc stack centrifuges are designed for continuous operation, making them ideal for industrial-scale processes. Unlike batch systems, which require frequent stopping for emptying or cleaning, disc stack centrifuges can process liquids continuously, maintaining consistent separation quality. This continuous operation not only improves productivity but also reduces labor requirements and operational interruptions. High-throughput capabilities make these centrifuges suitable for processing large volumes of immiscible liquids without compromising separation performance, which is essential for industries with high production demands.
Versatility Across Applications
One of the major advantages of disc stack centrifuges is their versatility in handling different types of liquid mixtures. They can efficiently separate liquids with varying densities, viscosities, and particle contents. In the food and beverage industry, they are used to clarify oils, juices, and dairy products. In pharmaceuticals, they separate immiscible liquids for ingredient purification, while in the chemical industry, they recover valuable solvents and separate reaction mixtures. This adaptability ensures that a single centrifuge design can serve multiple industrial needs, providing both operational flexibility and cost savings.
Reduced Energy Consumption
Disc stack centrifuges are engineered for energy efficiency. The optimized rotor design and high-speed operation enable effective separation with minimal energy input compared to alternative methods like multiple-stage gravity separators or filter presses. Continuous processing and automated discharge mechanisms reduce the need for manual handling, further conserving energy. For industries focused on sustainability and cost reduction, the lower energy footprint of disc stack centrifuges represents a significant operational advantage.
Enhanced Product Recovery and Quality
Efficient liquid-liquid separation directly impacts product recovery and quality. By reducing residual contamination, disc stack centrifuges maximize the amount of usable liquid recovered from a mixture. For example, in oil refining, minimizing water content in recovered oil improves fuel quality and reduces downstream processing requirements. Similarly, in chemical production, precise separation reduces cross-contamination and improves the purity of final products. Improved separation efficiency translates into higher economic returns and more consistent product performance.
Automation and Monitoring
Modern disc stack centrifuges incorporate automation and monitoring systems that further improve separation efficiency. Features such as programmable logic controllers (PLCs), real-time sensors, and automated flow adjustments ensure optimal operation under varying feed conditions. Predictive maintenance alerts operators to potential issues before they affect performance, reducing downtime and maintaining consistent output quality. Automation also minimizes human error, ensuring reliable and repeatable separation results.
Conclusion
Disc stack centrifuges offer significant advantages for liquid-liquid separation in industrial processes. Their unique disc-stacked design, high centrifugal force, and continuous operation enable rapid, efficient, and precise separation of immiscible liquids. Industries benefit from increased throughput, improved product quality, reduced energy consumption, and enhanced recovery rates. Automation and real-time monitoring further optimize performance, making disc stack centrifuges a reliable and cost-effective solution for a wide range of applications. By integrating these machines into production processes, industries can achieve higher operational efficiency, lower costs, and better overall process outcomes.